Cellular Polycarbonate - Modular Systems
AKYVER - Cellular Polycarbonate Plates - Installation Precautions

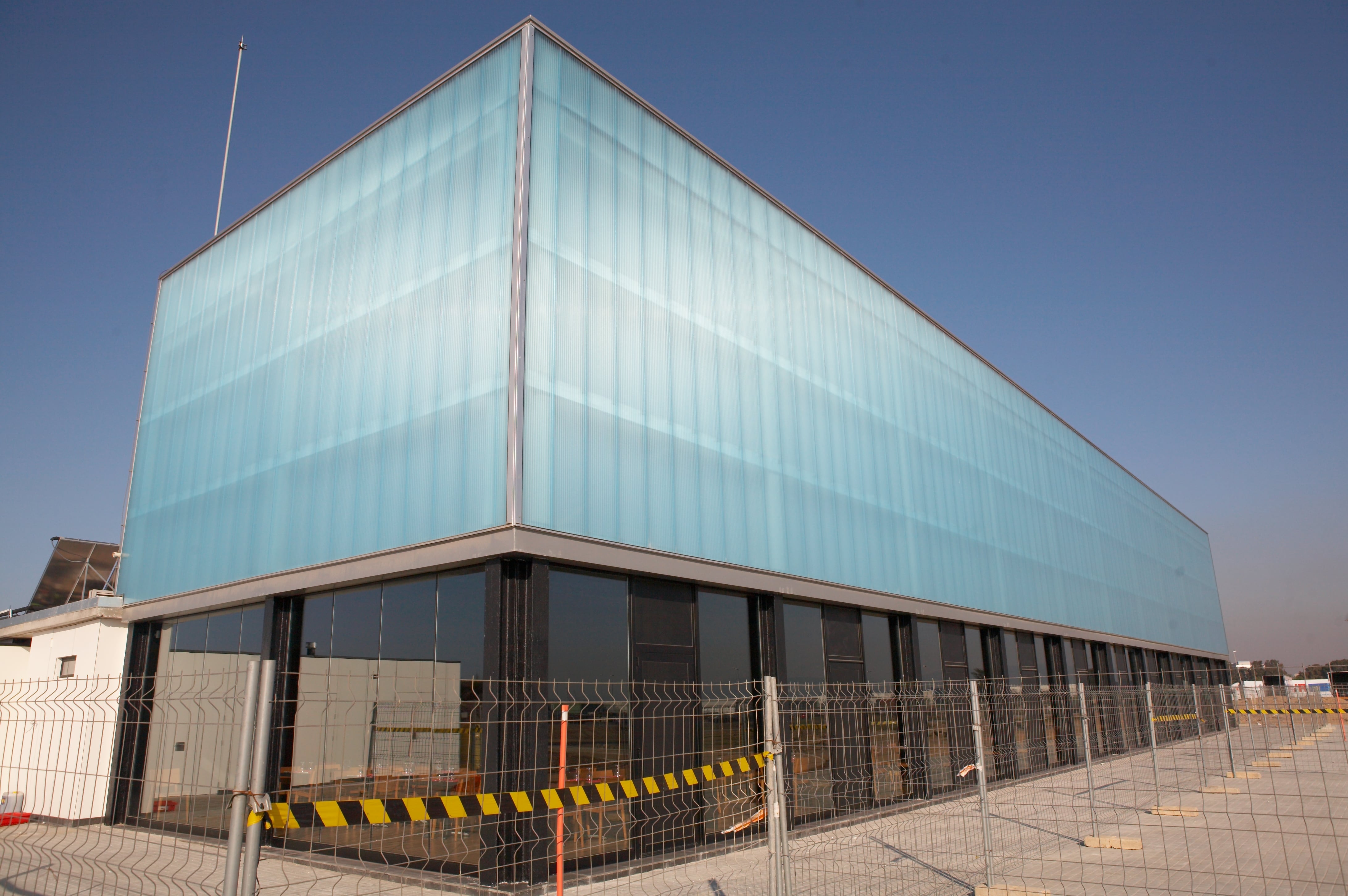
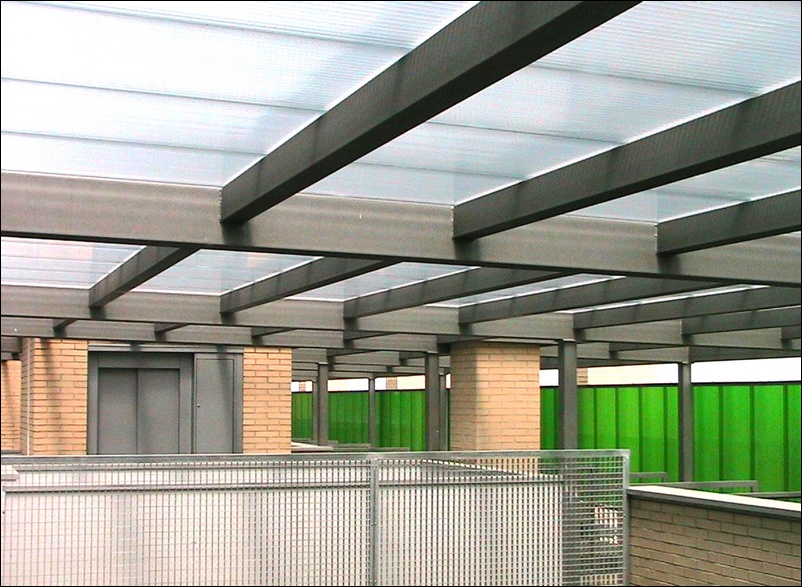
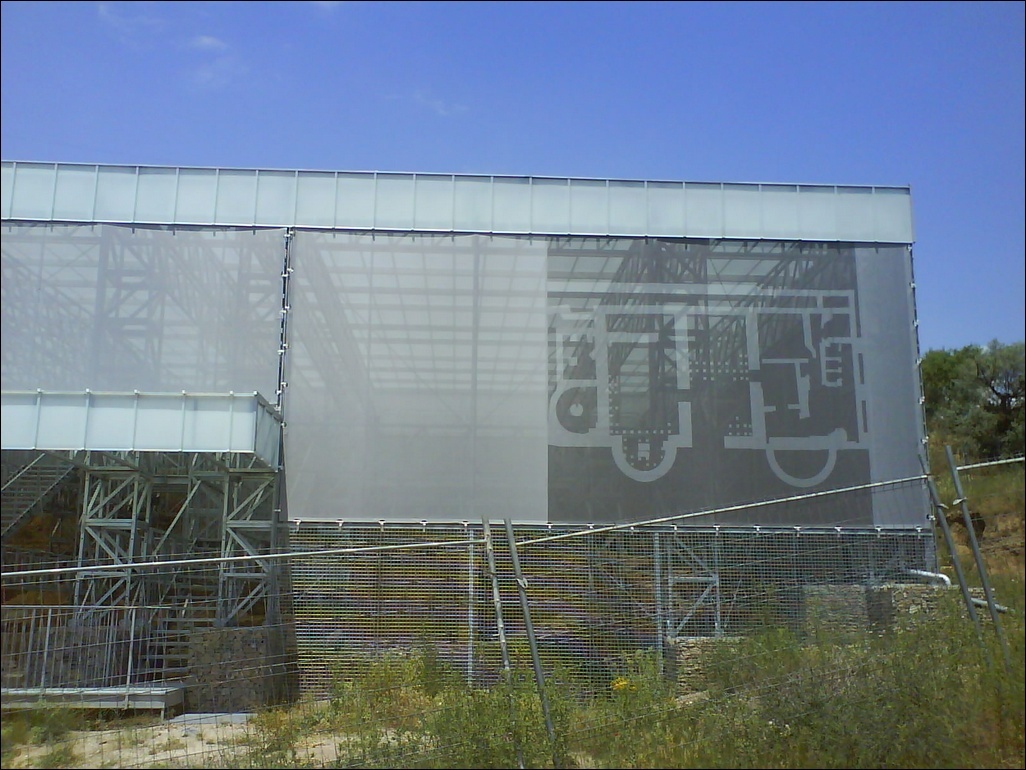
AKYVER are polycarbonate shell sheets manufactured by extrusion. AKYVER cell plates are protected on both sides from ultraviolet rays by coextrusion, which guarantees high resistance to aging. This treatment ensures excellent weather behavior, high resistance to UV rays and offers good stability of mechanical characteristics. AKYVER plates have good light transmission, are insulating, lightweight, cold-bendable and highly resistant to impacts. All these characteristics make them a material suitable for installation in industrial and sports buildings, facades, roofs and skylights and interior installations. For the plates to perform optimally, a number of considerations must be taken into account in their installation:1)
The dilatation/contraction of the plates with changes in temperature: The thermal expansion coefficient of AKYVER plates is 0.07 mm/mºC and therefore when assembling it will be necessary to take this into account, always using floating fastening systems (see attached diagrams) and avoiding perforating the plates whenever possible. The dilatation/contraction of the plates can generate noises, which can sometimes be audible)
Installation diagrams:
For the correct connection of two plates, the universal aluminum profile must be used with their respective nail and base rubber, and thus guarantee the tightness of the assembly.
Below we detail the different assembly examples:
-The clamping of the plate must be 20 mm, with a closed socket.
-Aluminium cap.
-Universal aluminum profile.
-EPDM sealing nail rubber.
-Universal EPDM rubber base.
-Tubular support profile (width 60 mm.)
-Coronation auction.
-Wooden support beam.
-Aluminium wall-mounted profile. Ref.1633.
-EPDM rubber tab. Ref.3016.
-Aluminium “U” profile with water flow. Ref. 3616.
-Section type: The tightness of the plates is “normally” guaranteed by the use of the aluminum profiles and the indicated neoprene gaskets, but in the case of using silicones, these must always be “neutral”, ensuring their compatibility with polycarbonate. In case of incompatibility, a chemical attack may occur and micro cracks may appear)
-Drilling: If you have to drill the plates, you should always use a sharp drill at medium speed and you should take into consideration leaving a margin of expansion (D=Diameter of the screw + 4 mm). The drill hole should not be located closer than 10 mm from the ends of the plate. It is also recommended to use the fastening button according to the following scheme:2)
-Blowing and sealing joints: Before assembly, the sockets of the plate must be vacuumed or blown to remove the chips produced by the cut. In order to avoid the introduction of dirt, dust or insects inside the sockets, we recommend sealing the sockets of the plate with aluminum adhesive tape. The closure of the sockets with an aluminum profile must also allow good ventilation of the interior of the sockets as well as sufficient drainage. When the ends of the plate are seen, we recommend placing a “U” shaped profile in P.C. 3)
-Cleaning the plates: For cleaning the plates, it is recommended not to use any type of abrasive paste since it scratches the surface, nor should solvents or alkaline detergents be used. It is recommended to use soapy water or a solution of water and non-abrasive detergent. Avoid cleaning in hot weather or with hot plates. 4)
-Mechanical characteristics: The plates can be cold curved, always in the direction of the sockets and respecting the specified minimum radius of curvature. The maximum working temperature of 115ºC and minimum of -40ºC Images.
























.jpg)